2012中国国际选矿大全
氧化铜矿湿法冶金新技术及应用前景
全国铜资源概况
据07年北京矿冶研究总院的一份资料介绍统计,中国铜的保有储量2600万吨。可采用湿法冶金技术处理的铜资源量约2000万吨。
其中氧化矿约1000万吨。如:玉龙铜矿,土屋铜矿。其中,次生硫化矿约400万吨。表外矿,尾矿,300万吨以上。复杂铜矿(例如:阿舍勒,个旧)约300万吨。
目前,湿法冶金资源因工业技术存在的一些缺陷和问题,导致资源利用率低,甚至浪费资源和闲置资源。例如:云南个旧资源,新疆哈密资源等。
通过十几年的科研和生产实践,对氧化铜矿石的湿法冶金和深层次的理论问题进行了探索研究和实践。获得了许多认识和成果。借此大会与诸位交流。
无纯粹的氧化铜矿石
从化学角度讲,就没有真正意义的纯氧化铜矿石。从全国范围来讲,整体矿山或者是地表一定标高以上的矿石,氧化率95%以上的是不多见的。原生部分的黄铜矿、辉铜矿、蓝铜矿和斑铜矿等,是很难溶解的,通常我们的矿山一般都是氧化率在60-90%范围,而传统的搅拌浸出和堆浸法主要是处理氧化铜矿石部分。从化学角度讲,各种原生矿的化学性质差异又十分巨大,且十分难溶。
基于以上认识,我们十几年来再此项工作上取得了一定的工业技术成果,对某些原生矿石,甚至可视同氧化矿石对待,纯原生部分的回收率可工业化实现40-90%。
工业中毒
通过大量的工业事实和理论研究,我们认为在铜的湿法冶金工业过程中,生产中毒是普遍存在的,之所以未被提及是因为:
- A、目前工业实现的回收率较低,问题被掩盖或忽视;
- B、某些是在无意识工业状态下,自身反应体系有解毒能力;
- C、因矿种差异和工艺条件差异,中毒程度较浅。
例如:只影响回收率3-10%的范围。
工业中毒实例
- 例1、在甘肃西河红土坡铜矿,酸浸完成后超过50%的铜离子在溶液中消失。
- 例2、在河南三门峡卢氏县的宝山铜矿在溶液中,铜离子消失了30%以上。
- 例3、在云南楚雄某厂,铜离子消失了10%左右。
对此问题,我们和西安有关高校及有色科研单位合作,对此问题进行了理论探讨和分析,找出了其形成机理,并成功的通过药剂和生产工艺条件等控制手段,已经予已解决。
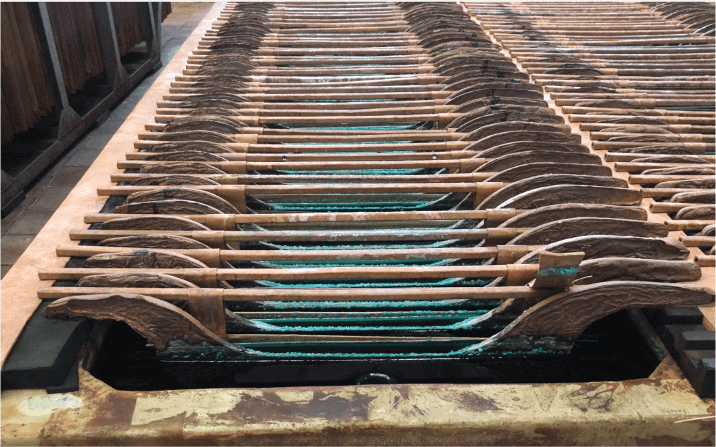
溶液净化
通过选择合理的药剂,并通过工艺条件控制。
使得溶液的净化程度很高,从而大幅度降低萃取剂的消耗,可降至每吨阴极铜1-6公斤。
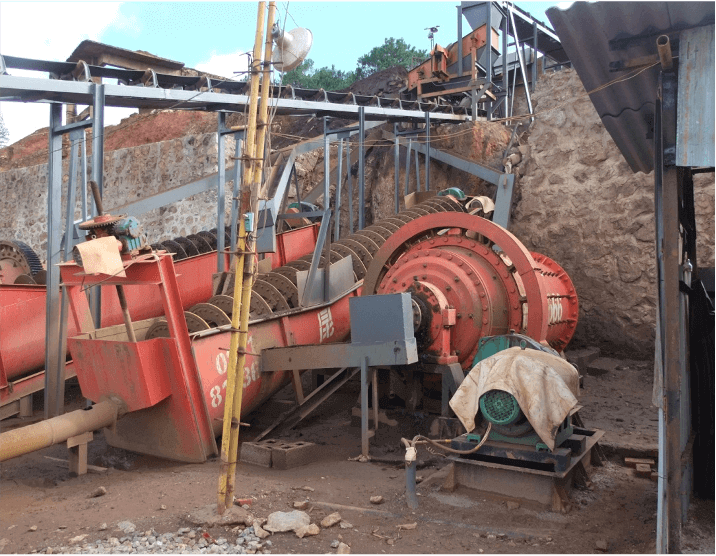
高效节能浸出机
通过大量实践和反复试验,研制成功高效节能浸出机,它能大幅度降低投资成本,并适用于大工业生产。
两条整装工业线路
加上其它细节技术和过程控制技术的掌握。最终形成成熟的两条湿法工业路线。
一条适用于块矿,一条适用于细泥矿。
- 1、各类矿石及物料均不需用球磨机。
- 2、浸出工段完成后,大多数类型的氧化铜矿石及物料尾渣铜残留不超过 0.15%,甚至更低。
- 3、固液分离可不使用机械压滤机。
- 4、浸出段投资可比传统工艺节约20-50%
基本特点是:
传统工艺

环保(块矿)
5、块矿生产因不需要球磨机,再加上尾矿无有害物质,故尾渣不需要传统意义上的尾矿库。完全可以用于场地或者道路的铺设等。

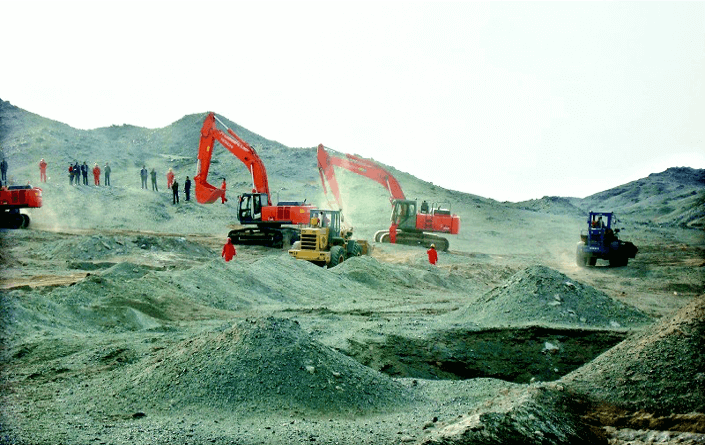
土屋铜矿
该矿山平均品位0.41%,地表矿石为氧化矿,露天开采,脉石为石英,据此可初步判断,该矿山采矿成本很低,耗损量也很低。
因其品位较低,用传统工艺,该矿山很难正常经营,必须在提高回收率和降低生产成本两个方向找出路。

云南楚雄某铜矿
矿山储量23万吨,品位1.3-1.4%,氧化矿石占约40%,氧化率60%,原生矿以辉铜矿为主,湿法冶金实现回收率约62%左右,吨铜耗酸12吨左右,大约还有含量为0.5%左右的铜矿石未回收利用。

云南个旧铜矿
目前个旧卡房山大量氧化铜矿,未被工业化利用。品位1.2%左右,矿石价格每吨60元左右。


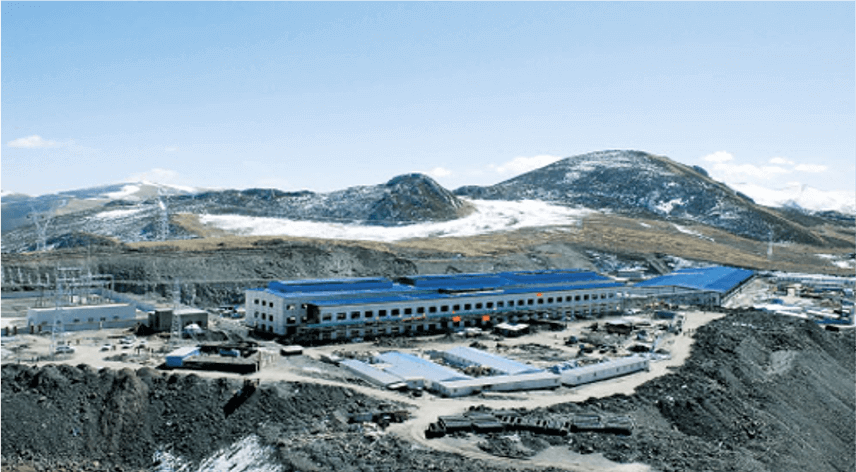
西藏氧化矿
西藏铜矿成矿带(包括玉龙铜矿,驱龙铜矿等)近千万吨氧化铜矿储量。
目前按传统工艺生产,铜资源损失数量可观。
云南景谷某铜矿
该矿铜矿储量约10万吨,是标准的混合型铜矿。原工艺采用浮选,企业经营比较困难。若改用湿法工艺,则效益很可观。


广东某尾矿
若采用新工艺,此类型尾矿还可提高回收率,并降低投资。




愿与大家共同合作
谢谢各位!